Biogas Dehumidifier, Crewe WwTW, UK
Client: United Utilities (Nomenca)
Project summary: Manufacture and install membrane gas holder
Project Scope
To supply a Biogas Dehumidifier to an existing Anaerobic Digester plant in the UK.
Design Requirement
To reduce the temperature of 530m3/hr biogas from 55C to 18C and reheat to a temperature of 30C thereby reducing the relative humidity of the biogas from 100% to less than 70%
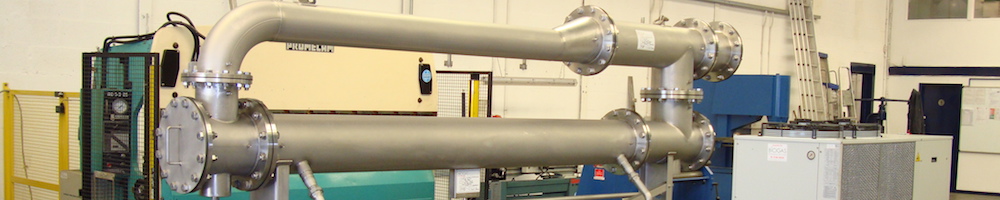
Products/services provided
Design, manufacture, install and commission a biogas to cold water tube/shell heat exchanger and an industrial water chiller to provide cooling and a second biogas to biogas tube/shell heat exchanger for reheating. Heat exchangers manufactured in 316SS.
Outcome
Biogas humidity and temperature was controlled and constant enabling the CHP generator to operate at its best efficiency at all times.
.



Other related projects:













































Address
Biogas Products Ltd
Unit 10 Cookley Wharf Industrial Estate
Leys Road
Brierley Hill
West Midlands
DY5 3UP